We're back in business - but not without a few bumps in the road. The original shipment from Monoprice was lost in the mail by Canada Post; Monoprice was gracious enough to send me another while an investigation takes place.
Thanks to a very friendly user on reddit, I now have a large dump of over 300+ miniature models, mainly for D&D and the likes, which I'm really pleased to have.
On to the printer - I manage to clog the nozzle within the first 15 minutes of use. I did this while trying to raise the Z-Axis of the print head while unintentionally selecting the extrude filament option instead. This caused the nozzle to (attempt) to extrude filament, but since it was so close to the build plate (hence my original reason for wanting to raise it) that all of the hot filament stayed inside. Fortunately, I had done enough research to know that one of the best ways to clear such a clog is with the "Atomic Method".
Atomic Pull
- Pull out the bowden tube leading in to the hotend heatsink.
- Pre-heat the extruder to ~230 degrees celcius
- Pull out the filament
- With a smaller piece of filament (~6 inches), push down into the hothead until filament squeezes out
- Turn off the machine and let the piece of filament cool down
- Once completely cooled, power on the printer, and pre-head the extruder to ~230 degrees celcius once more
- While the extruder is heating up, pull on the piece of filament you've inserted, it will eventually come loose, pulling with it all of the clogged up filament.
Printing
Prior to clogging the nozzle, I actually spent a good 20 minutes leveling the bed. Note to self: power on the printer when leveling! I forget if the instructions state to do this but my goodness the time i wasted. After unclogging the nozzle, I printed the cat.gcode that came on the microSD card - it went extremely well.
GCode is the language which is used by cnc machines, and is also what is generated by the slicing application. In a nutshell, a 3D model (.STL, .OBJ) is 'sliced' in to many many layers, one meant to go on top of the others. For each of those layers, a set of instructions is generated (in gcode) which instructs the printhead to move from point a, to b, to c, etc.
Slicing the STL
As it turns out, not all slicers are made equal. I watched several videos comparing some of the more popular slicers, such as Cura, Slic3r, Craftware (Free / OpenSource), and Simplify3D (costs $150.00). It turns out that each of these excels in certain areas, and I thought it would be best if I did my own comparisons too.
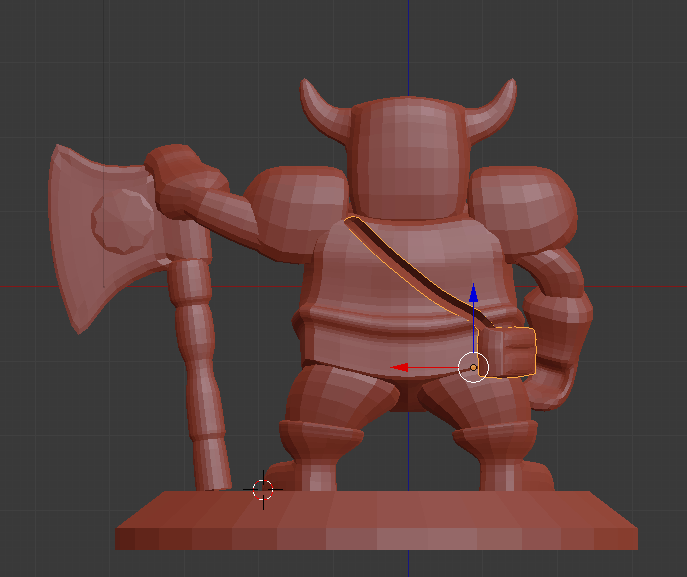
So I printed a small miniature from my collection using Slic3r and knew immediately that, although the results were pretty good, they could definitely be improved. The support structures (material intended to support overhangs) was rather hard to remove, which it shouldn't be. So I tried Cura and what a world of difference that made. The support structures were significantly more user friendly, there wasn't nearly as much of it, and the infil (what is printed inside the model) was a not nearly as dense for this second print. Unfortunately, I was a bit over zealous in changing settings, and should have kept the extruder temperature the same. With slic3r I used 200 degrees celius, and with Cura 210. Now there's no way of telling whether or not some of the imperfections on the Cura print would have been rectified with a lower temperature.
In either case, I'm extremely pleased with the 0.1mm layer height and the model (albeit a bit rough) turned out great. A little bit of sanding and priming and we're laughing...
Oh yea, and it took about 1 hour and 20 minutes to print. Should try experimenting with 0.2mm layer height to see if the drop in quality is worth the increase in speed.
 |
| Cura Front |
 |
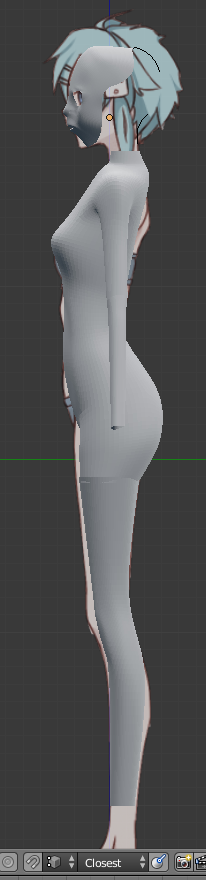
| Cura Back |